
Belt Grinder News! I have finished the flat grinding attachment for my belt grinder. I also have a temporary workrest cut, along with two tooling arms for mounting everything to the grinder. This is very exciting, because it means that the grinder can now be tested under power. (It works great so far!)
The flat grinding attachment will be the primary grinding head for the grinder, and I expect it to be of particular use profiling knives, grinding bevels, and cleaning up castings. Although passingly similar in function to the system on my 2x42 grinder, I expect this head to be much more versatile and much more accurate. Notable features include tilting, and the ability to transition between operating in platen mode and slack grinding mode without using any special tools.


Platen Assembly:

Glass Platen:
The platen provides a flat surface to grind against, and is important for getting good quality knife bevels. As it is designed now, the platen is made out of ATP-5 tooling plate, which has been milled flat, and is connected to its supports by four 1/4-20 flat head screws. Since aluminum is not very abrasion resistant, the platen is faced with a 2'“ x 8” glass plate, which is connected to the main platen with double sided tape and supported from the bottom by a pair of 4-40 socket head cap screws.
That double sided tape is the only really sketchy part of this grinder to date. I believe it will hold, but plan to run the machine in, and grind carefully to start out. If there are issues I will update this text.
Product: USA knife maker 8x2 glass platen.

Machining the initial surfaces. As you might expect, the surface finish on the overhangs left something to be desired.

Machinist’s jacks did solve the surface finish issues, but I over-tightened them, and introduced a 20 thou warp into the part.

This I was able to remove by floating the part on “magic stone” plaster, and facing then flipping the part several times.
Platen Supports:
The platen supports attach the platen to the slack grinding assembly. They feature two 1/4-20 tapped holes for attaching to the platen itself, and a 1/2” slot to allow the platen to be retracted away from the belt when not in use. Although fairly simple in terms of design, these parts were particularly interesting to machine because they are only about 1/8in smaller than the stock in two directions. To ensure sufficient tool access, I cut dovetails 1/16th from the bottom of the part, and held the stock in dovetail jaws. This worked very well, and only added about an hour to the machining time, so I would consider doing it again if appropriate.















Platen Pivot:

From left to right: Tooling Arm, 1/8in washer, platen attachment, 1/16in washer, belleville spring, three 0.005in shims, modified shoulder screw.
I put a lot of time (way more than reasonable) into designing the platen pivot. I wanted something that would be stiff enough to prevent any sort of bending, but also low enough friction to allow for easy adjustment. The traditional approach to this problem seems to be a pair of washers tensioned by a bolt. That works okay, but it means that you are at the mercy of your bolt torque for determining the pivot stiffness. What I settled on instead is a shoulder screw, with a pair of high-load Oilite thrust bushings and a 1400lb Belleville Disc Spring. Four 0.005 disk shims are used to set the tension to 950lbs.
The result is a sturdy pivot, which moves easily and is very resistant to moment loads. With the added bonus that its thrust preload is not impacted by the bolt tightening torque. All this is likely overkill for simply practical purposes, but the result does feel simply marvelous to use.
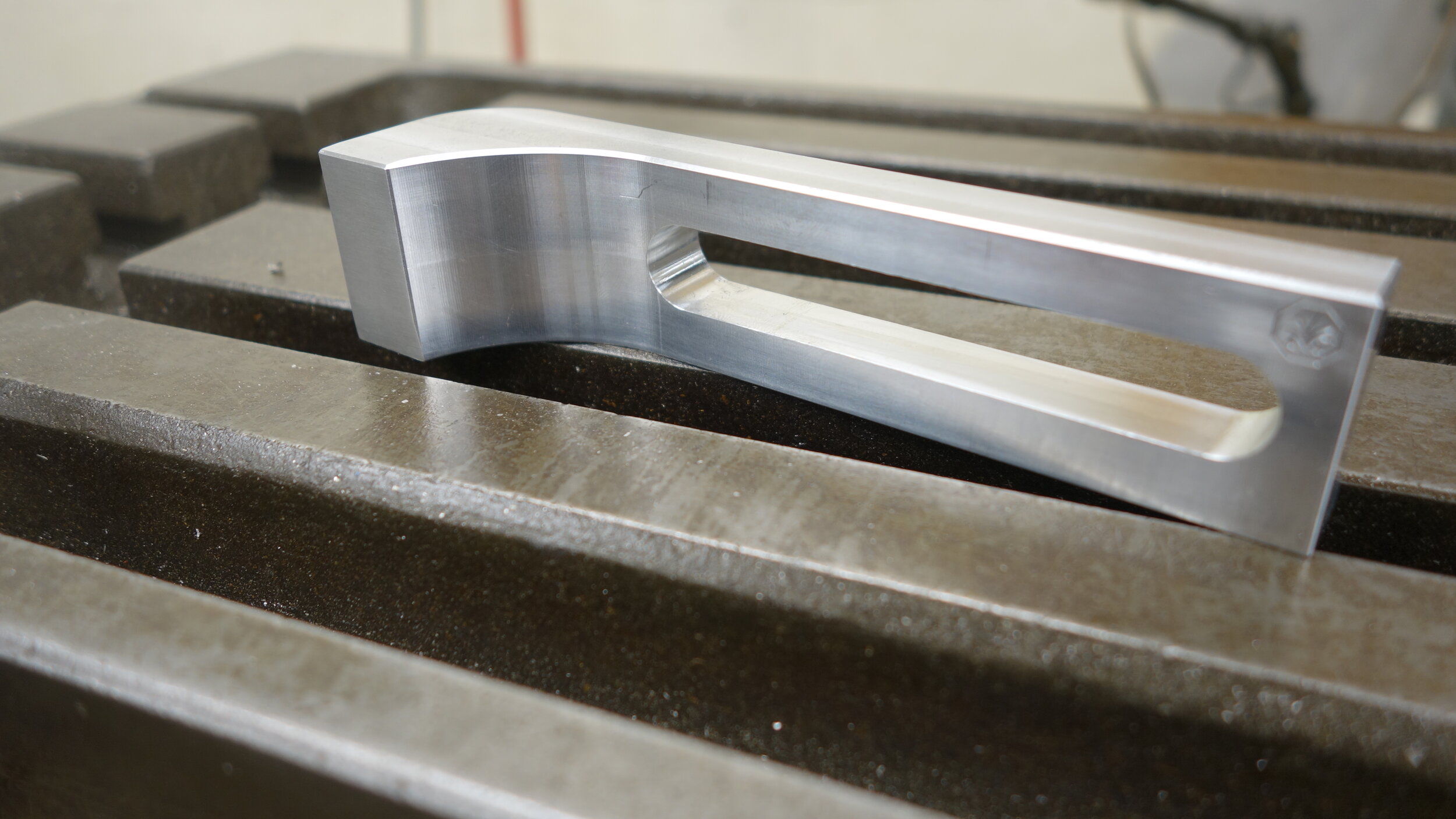
Tooling Arms:

The 14” tooling arm used for supporting the flat grinding attachment. The opposing sides of each arm are symmetrical, allowing for a wide range of mounting styles.
The grinder uses 1.5” tooling arms too support the grinding and table attachments. In general, these are similar to the arms used by KMG and its clones, but with a few custom twists. In particular, the chamfered rear edge allows for slightly more flexibility out of a given size and the screw-down slot prevent marring on the contact surfaces. The two large holes are 1/2-13 and are spaced by 1.5”, while the smaller holes are 1/4-20 and are spaced by 1.5”. The hole spacing is custom, but the setup is similar enough that I should be able to purchase attachments+arms from a wide range of grinders if I should want to in the future. For the moment, I have made a 14” arm for supporting the flat grinding attachment, and an 18” arm for supporting the tool table.
The arms are cut directly from 1.5” aluminum square stock, and finished on the CNC. As with the body, both arms were then lightly scrubbed with scotch-bright to given them a brushed look.
The two types of side:

These sides mounts the grinding attachments and any large tool tables. The feature through-tapped 1/2-13 holes.

These sides feature 1/4-20 holes for mounting lightweight attachments and my temporary tool rest. The 1/4-20 holes are tapped from both sides to a depth of 3/4”.
Machining Process:








Tooling Rest (likely temporary):

This is a tooling rest for using the grinder in its vertical mode. The design is adapted from a piece of 1/4in aluminum stock I found in the main shop and should be sufficient for freehand beveling and profiling.
The double-sided notch should be useful for profiling the inner corners of knives, and I think the brushed surface should hold up tolerably well, without risking any damage to the items being ground. The one major drawback of the design is not being able to use it when the grinder is horizontal.
This was scrap which I then sawed and filed to shape. As such the fabrication path is not terribly interesting. However, it did provide good filing practice. Pictures of the process can be found below.



